Поршни лада гранта 8 клапанная. Замена шатунно-поршневой группы в двигателе Лады Гранты
Шатунно-поршневая группа - это группа деталей, в состав которой входят ее основные элементы: коленчатый вал, поршень, цилиндр(или блок цилиндров), шатуны, коренные подшипники, вкладыши и другие составляющие ЦПГ.
Перед разбором ЦПГ необходимо произвести внешний осмотр цилиндров на предмет их износа. Чтобы в процессе ремонта поршни не перепутать, пометьте маркером на днище номер каждого из них.
Для начала стоит определиться со способом ремонта шатунно-поршневой группы гранты. Это можно производить со снятие двигателя с автомобиля или без снятия.
Если будет выбран способ со снятием, то сначала воспользуйтесь инструкцией по снятию двигателя с Лада Гранта .
После того, как двигатель уже будет снят, снимите головку блока цилиндров(ГБЦ).
Полные инструкции по разбору двигателя мы опустим, их Вы найдете на соответствующих страницах нашего сайта. Приступим к дефектовке деталей ЦПГ(цилиндро-поршневой группы).
Последовательность выполнения работ
| 8. | Номинальный размер цилиндров, его овальность и конусность не должны быть более чем на 0,15мм. Если имеется хотя бы одно превышение по допуску, то следует расточить цилиндры до ближайшего ремонтного размера поршней, учтя припуск 0,03мм на диаметр под хонингование. После проведите хонингование с учетом того, что при установке поршня в цилиндр зазор между ними должен находится в пределах 0,025мм - 0,045мм. Данные операции следует производить в специализированных сервисных центрах, поскольку от их качества будет зависеть дальнейший ресурс двигателя Лады Гранты. |  |
Чрезмерно изношенные поршни подлежат замене. Замена поршня и шатуна может потребоваться при соударении клапана с поршнем, вызванном нарушением фаз газораспределения или обрывом ремня привода ГРМ.
ШАТУННО-ПОРШНЕВАЯ ГРУППА С ПЛАВАЮЩИМ ПАЛЬЦЕМ
Для выполнения работы потребуются нутромер и оправка для поршневых колец.
Разборка
2. Шилом или отверткой с тонким лезвием поддеваем и вынимаем из проточки стопорное кольцо поршневого пальца.

Если канавки стопорных колец замятые, в забоинах и кольца в них ненадежно фиксируются - поршень следует заменить.
3. Прутком из мягкого металла диаметром 16—18 мм выталкиваем поршневой палец и снимаем поршень с шатуна.
Проверка

0,025-0,045 мм и задастся установкой поршней того же класса, что и цилиндров. Класс поршня и цилиндра обозначаются латинскими буквами которые выбиваются на нижней привалочной плоскости блока цилиндров и на днище поршня. Стрелка на поршне указывает направление на передний конец коленчатого вала

1. Нутромером проверяем износ стенок цилиндров
Измерения проводим в четырех поясах (3, 10, 60 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
2. Микрометром измерив диаметр юбки поршня, определяем его износ.
Небольшой равномерный износ цилиндра (в пределах 0.05 мм) можно попробовать компенсировать установкой поршня другого класса с большим диаметром.
Подбор поршней и пальцев
У новых двигателей зазор между поршнем и цилиндром составляет
0,025-0,045 мм и задается установкой поршней того же класса, что и класс цилиндров.
Классы цилиндров по диаметру
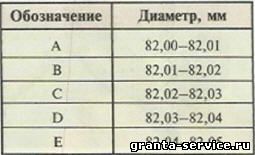
Диаметры цилиндров разбиты на пять размерных классов. " Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Небольшой равномерный износ цилиндра (в пределах 0,05 мм) возможно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
2. На днище поршня нанесены обозначения, где:
2 — класс отверстия под поршневой палец;
С — класс поршня;
■*--стрелка для ориентирования
Поршня в цилиндре (должна быть направлена в сторону привода ГРМ);
Г — группа массы поршня.
По диаметру отверстия под поршневой палеи поршни делятся на три класса (1, 2, 3) — через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D. Е) — через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
По размеру поршни бывают номинальные и двух ремонтных размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «д*. Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом « □».
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом «Г». Поршни с увеличенной и уменьшенной массой на 5 г обозначаются «+» и «—» соответственно.
Класс пальца маркируется краской на его торце.
По наружному диаметру пальцы делятся на три класса (синий, зеленый и красный), через 0,004 мм.
Для облегчения подбора пальца к отверстию поршня на его внутренней стороне краской указывается требуемый класс пальца.
Требуемый класс пальца указан на крышке шатуна 2. По массе головок шатуны делятся на классы. Маркировка наносится на крышку шатуна I
На двигатель должны быть установлены шатуны одного класса по массе
ШАТУННО-ПОРШНЕВАЯ ГРУППА С ЗАПРЕССОВАННЫМ ПАЛЬЦЕМ
Классы шатунов по массе

Замена шатунно-поршневой группы с запрессованным пальцем производится аналогично замене шатунно-поршневой группы с плавающим пальцем, за исключением ее разборки и сборки.
Классы поршневых пальцев по наружному диаметру

Детали шатунно-поршневой группы с плавающем пальцем не взаимозаменяемы г деталями шатунно-поршневой группы с запрессованным пальцем. 3 один и тот же блок цилиндров может быть установлена любая из двух шатунно-поршневых групп.
Для выполнения работы потребуются приспособление для выпрессовки поршневого пальца, оправка для установки поршневого пальца и технический фен (термопистолет).
Разборка

1. Снимаем с поршня поршневые кольца
2. Приспособлением выпрсссо-вываем поршневой палец.
3. При отсутствии специального приспособления палец можно вып-рессовать в тисках при помощи оправки. В качестве упора используем деревянный брусок достаточной толщины с высверленным в нем отверстием для пальца.
4. Снимаем поршень с шатуна
Сборка
В двигатель должны быть установлены поршни и шатуны одного класса по массе.
1. Устанавливаем поршневой палец на оправку.
2. Зажимаем шатун в тисках и термопистолетом нагреваем его Верхнюю головку до температуры 200-250 ”С.
3. Надеваем на верхнюю головку шатуна поршень и центруем их отверстия оправкой.
При сборке шатуна с поршнем убедитесь, что маркировка на шатуне и маркировка на поршне находятся с одной стороны.
4. Прижимая поршень к головке шатуна в направлении стрелки, одним быстрым движением, вводим палец в отверстия до упора оправкой в поршень.
5. Вынимаем оправку из пальца.
6. Надеваем на поршень кольца и устанавливаем поршень в цилиндр (с. 47, «Поршневые кольца и шатунные вкладыши - замена»).
При этом стрелка на днище поршня и метки на шатуне и его крышке должны быть обращены в одну сторону.
В управлении проектирования двигателей Волжского автозавода мы выяснили, чем новый агрегат лучше предшественника и какие переделки для этого потребовались.
Модернизацию восьмиклапанного двигателя ВАЗ-21114 приблизили два крупных события: выпуск на рынок «Гранты» и переход всего модельного ряда на следующую экологическую ступеньку - Евро-4. И хотя прежний 1,6-литровый, несмотря на солидный возраст (его корни тянутся к середине 80-х годов прошлого века), не выглядел немощным стариком, новые стандарты и веяния требовали обширных изменений. В то же время возможности маневра мотористам, как это часто бывает, сужали финансовые рамки.
Поэтому пошли по уже проторенной дорожке. Ведь несколькими годами ранее обновление пережил 16-клапанный двигатель того же объема (ВАЗ-21126), на котором обкатали некоторые технические решения. Причем унифицировать смогли не только подход, но и многие детали, например шатун с вкладышами, поршневой палец и кольца. Блок цилиндров хоть и с собственным индексом, но в точности как у двигателя ВАЗ-21126: с дополнительными форсунками для охлаждения поршней маслом и платохонингованием стенок цилиндров, снижающим продолжительность обкатки.
Однако скопировать в точности все изменения не получилось: организовать рабочий процесс в моторе с двумя клапанами на цилиндр сложнее. Тем более что требования к модернизированному восьмиклапаннику оказались жестче. Взять хотя бы ресурс - 160 тыс. км для ВАЗ-21126 и 200 тыс. км для ВАЗ-21116. Что меняли и почему, расскажут фотографии с подписями.
Новый H-модуль впуска опробовали еще на промежуточном варианте - двигателе ВАЗ-11183-50 (с катколлектором под Евро-4, но с тяжелой шатунно-поршневой группой). Даже без облегчений, только за счет оптимизации впуска и выпуска удалось улучшить основные характеристики.
Модернизированный узел получил более длинные каналы, что позволило поднять крутящий момент, приблизившись к показателям шестнадцатиклапанника. При этом у ВАЗ-21116 его пик достигнут на 700–800 об/мин ниже. Другая важная особенность: на входе в ресивер теперь установлен электромеханический модуль дроссельной заслонки (обиходное название «е-газ»), а от педали акселератора к двигателю протянут не тросик, а провода. Тем самым блок управления получил возможность полностью контролировать подачу не только бензина, но и воздуха в цилиндры. Это во благо не только экологии, но и безопасности, ведь многие электронные ассистенты (их список на вазовских моделях в скором времени пополнится) удерживают автомобиль на траектории в том числе путем дозирования тяги.
Массы шатунно-поршневых групп для двигателей ВАЗ-21114 (тяжелая ШПГ, данные в скобках) и ВАЗ-21116 (облегченная ШПГ).
В прежнем катколлекторе с цилиндрическим блоком четыре канала, идущих от двигателя, сходились почти в одну точку, - потоки выхлопных газов сталкивались, создавая дополнительное противодавление.
В модернизированном увеличили длину труб, а приплюснутая форма блока позволила изменить схему их входа в «бочонок»: потоки развели, соответственно, снизив сопротивление и потери.
Сделать каналы еще длиннее не позволила компоновка и нормы по шуму: чем каналы протяженнее, тем громче звук. Кроме того, чем дальше катколлектор отодвинут от двигателя, тем медленнее он прогревается и дольше выходит на рабочий режим. Результат: больше вредных веществ вылетает из выхлопной трубы после пуска.
Одним из самых трудоемких процессов оказался подбор поршня. Поначалу хотели оставить мотор «безвтычным» (при обрыве ремня ГРМ клапаны не загибаются), поэтому первые поршни были с лунками на днище. Но от этой идеи отказались: из-за повышенной термонагруженности в утонённых местах появлялись микротрещины, что сказывалось на ресурсе. Так как у восьмиклапанного мотора часть камеры сгорания расположена в поршне (только так можно обеспечить нормальный процесс горения), подбирали размер так называемой мульды (нем. Mulde - ложбина, корыто) - углубления в днище.
Из-за критической температуры в зоне первого поршневого кольца пришлось ввести дополнительное анодирование канавки. Кстати, 16-клапанные моторы испытывают меньшую термическую нагрузку в этой зоне и потому обходятся без дополнительной обработки.
У нового поршня еще одно любопытное и очень важное для наших условий отличие. На юбку наносят графитовое покрытие, снижающее вероятность задиров при холодном пуске. Не исключено, что ВАЗ-21116 поделится графитированием с 16-клапанными агрегатами.
Показатели мощности и крутящего момента восьмиклапанных двигателей ВАЗ: 21114 - с относительно тяжелой ШПГ; 11183–50 - с тяжелой ШПГ, но с новыми впуском и выпуском; 21116 - полностью модернизированный.
Еще обширнее изменения в головке блока. Из-за измененной камеры сгорания она подросла в высоту на 1,2 мм - такую корректировку можно вносить без серьезной переналадки работающего в заводских цехах оборудования.
Используя компьютерное моделирование, подобрали оптимальное проходное сечение газовых каналов, улучшив их пропускную способность и снизив потери на впуске. Так как мощность повысили, двигатель стал более термонагруженным, поэтому пришлось включить в технологический процесс дополнительную операцию - термообработку. Кстати, ее проходят все 16-клапанные головки. Кроме того, ради более эффективного отвода тепла увеличили сечение охлаждающих каналов, но только тех, которым это действительно необходимо.
Повысили надежность газового стыка, внедрив двухслойную металлическую прокладку: она обеспечивает более высокие удельные давления и герметичность при меньшем усилии затяжки. Это позволило уменьшить диаметр болтов, стягивающих головку и блок цилиндров (с М12 на М10). Преимущества не только в снижении массы и экономии металла: чем ниже усилие затяжки, тем меньше деформируются цилиндры. Конечно, счет идет на микроны, но именно такие мелочи влияют на надежность и ресурс.
Так как при обрыве ремня ГРМ на двигателе ВАЗ-21116 поршни встречаются с клапанами, одной из важных задач было разработать более надежный и долговечный привод.
Подобрать ремень помог проверенный партнер - фирма «Гейтс». Серийный образец полностью удовлетворял основным техническим условиям: работать при температуре от -40 до +45 ºС и не требовать замены за весь ресурс двигателя. Да-да, его не придется менять раньше 200 тыс. км! И подтягивать тоже - об этом позаботится автоматический натяжитель.
Он не только освобождает от лишней операции, но и обеспечивает правильное натяжение, что влияет на ресурс в не меньшей степени, чем качество самого ремня. Если перетянуть, страдают подшипники роликов и водяного насоса. Последний, кстати, тоже модернизирован: установили более надежные подшипник и сальник, а также подняли производительность (узел от шестнадцатиклапанника, только со шкивом под узкий ремень).
От механических повреждений привод теперь защищает закрытый пластиковый кожух с герметичными уплотнениями.
Модернизация восьмиклапанного двигателя для переднеприводных моделей шла два года. Основными целями поставили сокращение расхода топлива и повышение динамических показателей за счет снижения механических потерь двигателя, а попутно - уменьшение вредных вибраций и шумов. И конечно, увеличение надежности. Нормы Евро-4 требуют, чтобы двигатель сохранял первоначальные параметры по выбросам вдвое дольше - до 160 тыс. км. И почти вдвое мы подняли ресурс: со 120 тыс. до 200 тыс. км. Шатунно-поршневая группа у ВАЗ-21116, как и у шестнадцатиклапанника, покупная. В перспективе некоторые детали планируем выпускать сами, а часть будем по-прежнему закупать у иностранных партнеров из группы «Федерал Могул», которые намерены локализовать производство комплектующих в России. Мы учитываем также интересы альянса Renault-Nissan. Если объемы выпуска моторов вырастут, то разумно будет закупать дополнительное оборудование и организовывать производство деталей шатунно-поршневой группы в Тольятти.
Двигатель ВАЗ-21116 может применяться для установки на автомобилях , и их модификациях. Одной из основных задач при создании этого двигателей, было добиться значительного повышения ресурса работы основных узлов. Требования к модернизированному восьмиклапаннику жестче по сравнению с двигателем и . Ресурс двигателя для ВАЗ-21116 составил 200 тыс. км.
Характеристики двигателя ВАЗ 21116 1.6 8V Гранта, Калина 2
| Параметр | Значение |
|---|---|
| Конфигурация | L |
| Число цилиндров | 4 |
| Объем, л | 1,597 |
| Диаметр цилиндра, мм | 82 |
| Ход поршня, мм | 75,6 |
| Степень сжатия | 10,5 |
| Число клапанов на цилиндр | 2 (1-впуск; 1-выпуск) |
| Газораспределительный механизм | SOHC |
| Порядок работы цилиндров | 1-3-4-2 |
| Номинальная мощность двигателя / при частоте вращения коленчатого вала | 66 кВт-(90,0 л.с.) / 5600 об/мин |
| Максимальный крутящий момент / при частоте вращения коленчатого вала | 143 Н·м / 3500 об/мин |
| Система питания | распределенный впрыск с электронным управлением |
| Рекомендованное минимальное октановое число бензина | 95 |
| Экологические нормы | Евро 4 |
| Вес, кг | 112 |
Конструкция
Четырехтактный двигатель с распределенным впрыском топлива; с рядным расположением цилиндров и поршнями, вращающими один общий коленчатый вал; с верхним расположением распределительного вала. Двигатель имеет жидкостную систему охлаждения закрытого типа с принудительной циркуляцией. Система смазки комбинированная: под давлением и разбрызгиванием.
Блок цилиндров
Блок отливается из высокопрочного чугуна. Нумерация цилиндров осуществляется со стороны установки шкива коленчатого вала. Каждому цилиндру, по результатам замера его диаметра, присваивается размерный класс.
Блок цилиндров хоть и с собственным индексом, но в точности как у двигателя ВАЗ-21126: с дополнительными форсунками для охлаждения поршней маслом и платохонингованием стенок цилиндров, снижающим продолжительность обкатки. Обработка стенок выполняется в соответствии с требованиями фирмы Federal Mogul. У блока 21116 три класса через 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Шатун
Шатун не имеет разделения на классы по диаметру отверстия верхней головки, такая маркировка на нем отсутствует. Шатуны подразделяют на классы по массе. Маркировка, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). Различие по массе между классами ±7 граммов. Для двигателя 21116 допускается установка шатунов с двумя либо тремя метками.
Поршень
| Параметр | Значение |
|---|---|
| Диаметр, мм | 82 |
| Компрессионная высота, мм | 25,4 |
| Вес, г | 243 |
Наружный диаметр поршневого пальца двигателей 21116 и 21126 единый – разбивки на классы нет. Наружный диаметр поршневого пальца 21116– 18 мм. Палец при длине 53 мм имеет массу 69,5 г.